-
--熱烈祝賀我會(huì)聯(lián)辦的科普活動(dòng)被中國(guó)科協(xié)評(píng)為--優(yōu)秀科普活動(dòng)
12月21日,中國(guó)科學(xué)技術(shù)協(xié)會(huì)辦公廳印發(fā)《關(guān)于對(duì)2020年全國(guó)科普日有關(guān)組織單位和活動(dòng)予以表?yè)P(yáng)的通知》(科協(xié)辦函普字【2020】158號(hào)),江蘇省機(jī)械工程學(xué)會(huì)、南京工程學(xué)會(huì)和江蘇省學(xué)會(huì)服務(wù)中心聯(lián)辦的“2020年全國(guó)科普日暨第一屆‘天印筑夢(mèng)·科普智行’”活動(dòng),被評(píng)為優(yōu)秀科普活動(dòng)。
關(guān)于學(xué)會(huì)
學(xué)術(shù)科普
什么是表面粗糙度,你真懂嗎?
時(shí)間:2021/2/23 14:37:58 瀏覽次數(shù):15863
字體:大
中
小

表面粗糙度是個(gè)非常重要的概念,本文以“表面粗糙度”為中心概念,詳細(xì)介紹了評(píng)定依據(jù)、評(píng)定參數(shù)等問(wèn)題,值得一看!
1
什么是表面粗糙度?
在技術(shù)交流中,很多人習(xí)慣使用“表面光潔度”指標(biāo)。其實(shí),“表面光潔度”是按人的視覺(jué)觀點(diǎn)提出來(lái)的,而“表面粗糙度”是按表面微觀幾何形狀的實(shí)際提出來(lái)的。因?yàn)橐c國(guó)際標(biāo)準(zhǔn)( ISO)接軌,國(guó)標(biāo)中早已不再使用“表面光潔度”這個(gè)表達(dá)術(shù)語(yǔ),正規(guī)、嚴(yán)謹(jǐn)?shù)谋磉_(dá)均應(yīng)使用“表面粗糙度”一詞。
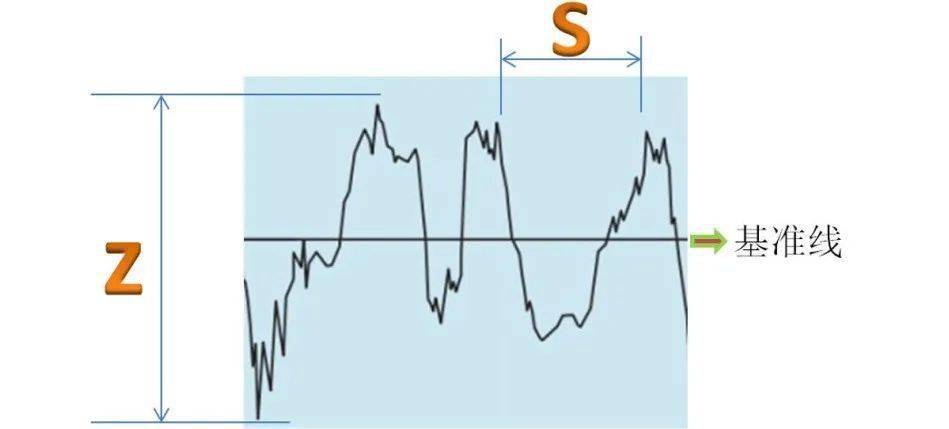
表面粗糙度是指加工表面具有的較小間距和微小峰谷的不平度。其兩波峰或兩波谷之間的距離(波距)很小(在1mm以下),它屬于微觀幾何形狀誤差。
具體指微小峰谷Z高低程度和間距S狀況。一般按S分:
S<1mm 為表面粗糙度
1≤S≤10mm為波紋度
S>10mm為 f 形狀
2
表面粗糙度形成因素
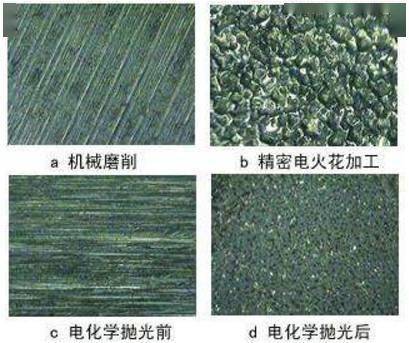
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工過(guò)程中刀具與零件表面間的摩擦、切屑分離時(shí)表面層金屬的塑性變形以及工藝系統(tǒng)中的高頻振動(dòng)、電加工的放電凹坑等。由于加工方法和工件材料的不同,被加工表面留下痕跡的深淺、疏密、形狀和紋理都有差別。
3
表面粗糙度評(píng)定依據(jù)
1)取樣長(zhǎng)度
各參數(shù)的單位長(zhǎng)度,取樣長(zhǎng)度是評(píng)價(jià)表面粗糙度規(guī)定一段基準(zhǔn)線的長(zhǎng)度。在ISO1997標(biāo)準(zhǔn)下一般使用0.08mm、0.25mm、0.8mm、2.5mm、8mm為基準(zhǔn)長(zhǎng)度。
Ra、Rz、Ry的取樣長(zhǎng)度L與評(píng)定長(zhǎng)度Ln選用值
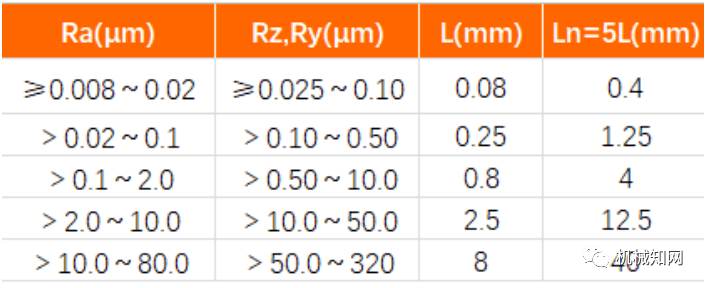
2)評(píng)定長(zhǎng)度
由N個(gè)基準(zhǔn)長(zhǎng)度所構(gòu)成。零部件表面各部分的表面粗糙度,在一個(gè)基準(zhǔn)長(zhǎng)度上無(wú)法真實(shí)地體現(xiàn)出粗糙度真實(shí)參數(shù),而是需要取N個(gè)取樣長(zhǎng)度來(lái)評(píng)定表面粗糙度。在ISO1997標(biāo)準(zhǔn)下評(píng)定長(zhǎng)度一般為N等于5。
3)基準(zhǔn)線
基準(zhǔn)線是用以評(píng)定表面粗糙度參數(shù)的輪廓中線 。
4
表面粗糙度評(píng)定參數(shù)
1)高度特征參數(shù)
Ra 輪廓算術(shù)平均偏差:在取樣長(zhǎng)度(lr)內(nèi)輪廓偏距絕對(duì)值的算術(shù)平均值。在實(shí)際測(cè)量中,測(cè)量點(diǎn)的數(shù)目越多,Ra越準(zhǔn)確。
Rz 輪廓最大高度:輪廓峰頂線和谷底線之間的距離。
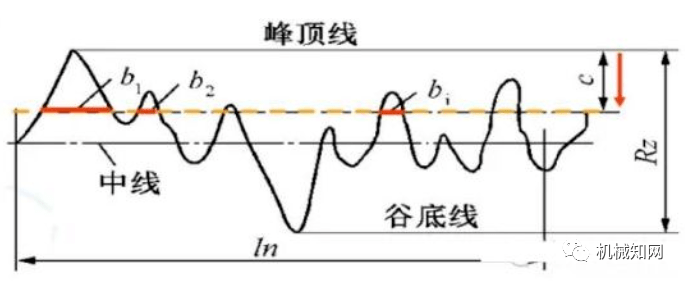
在幅度參數(shù)常用范圍內(nèi)優(yōu)先選用Ra 。在2006年以前國(guó)家標(biāo)準(zhǔn)中還有一個(gè)評(píng)定參數(shù)為“微觀不平度十點(diǎn)高度”用Rz表示,輪廓最大高度用Ry表示,在2006年以后國(guó)家標(biāo)準(zhǔn)中取消了微觀不平度十點(diǎn)高度,采用Rz表示輪廓最大高度。
2)間距特征參數(shù)
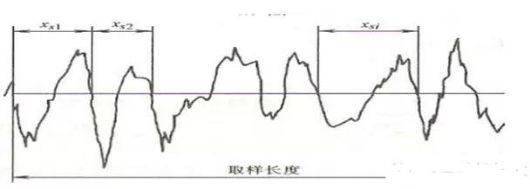
Rsm 輪廓單元的平均寬度。在取樣長(zhǎng)度內(nèi),輪廓微觀不平度間距的平均值。微觀不平度間距是指輪廓峰和相鄰的輪廓谷在中線上的一段長(zhǎng)度。相同的Ra值的情況下,其Rsm值不一定相同,因此反映出來(lái)的紋理也會(huì)不相同,重視紋理的表面通常會(huì)關(guān)注Ra與Rsm這兩個(gè)指標(biāo)。
Rmr 形狀特征參數(shù)用輪廓支承長(zhǎng)度率表示,是輪廓支撐長(zhǎng)度與取樣長(zhǎng)度的比值。輪廓支承長(zhǎng)度是取樣長(zhǎng)度內(nèi),平行于中線且與輪廓峰頂線相距為c的直線與輪廓相截所得到的各段截線長(zhǎng)度之和。
5
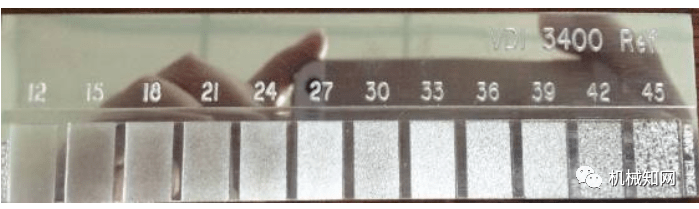
VDI3400、Ra、Rmax對(duì)照表
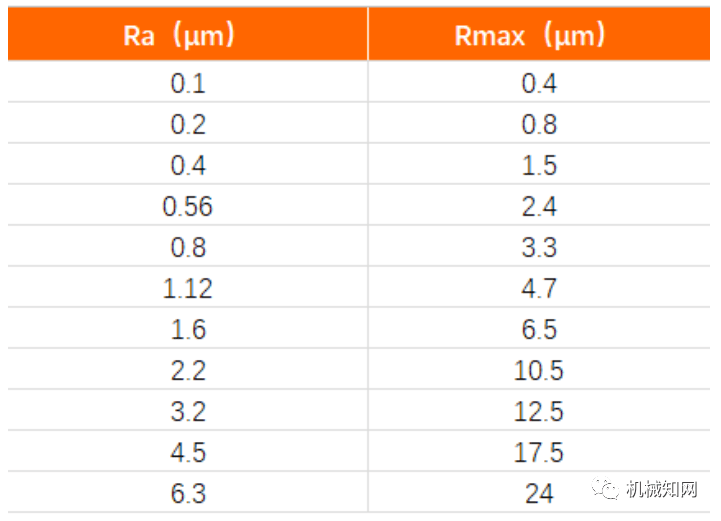
在國(guó)內(nèi)實(shí)際生產(chǎn)中多用Ra指標(biāo);日本常用Rmax指標(biāo),相當(dāng)于Rz指標(biāo);歐美國(guó)家常用VDI3400標(biāo)準(zhǔn)來(lái)標(biāo)示表面粗糙度,做歐洲模具訂單的工廠,經(jīng)常會(huì)用到VDI指標(biāo),比如常聽(tīng)到客戶說(shuō)“這個(gè)產(chǎn)品的表面按VDI30做”。
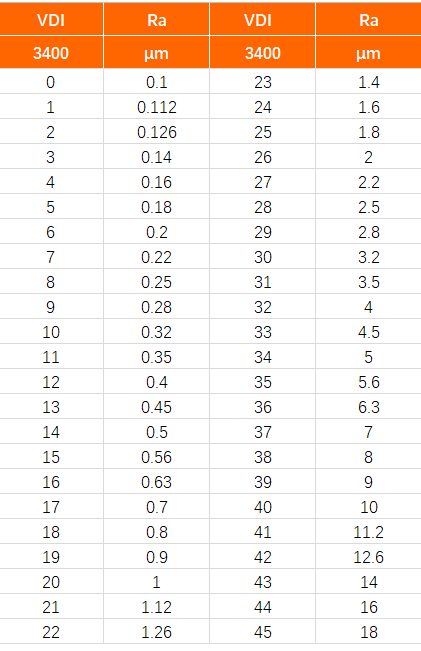
VDI3400表面與常用標(biāo)準(zhǔn)Ra有著對(duì)應(yīng)關(guān)系,不少人經(jīng)常要去查資料找對(duì)應(yīng)的值,下面這份表格很全,推薦收藏。
↓↓VDI3400 標(biāo)準(zhǔn)與Ra 對(duì)照表↓↓
↓↓Ra 與Rmax 對(duì)照表↓↓